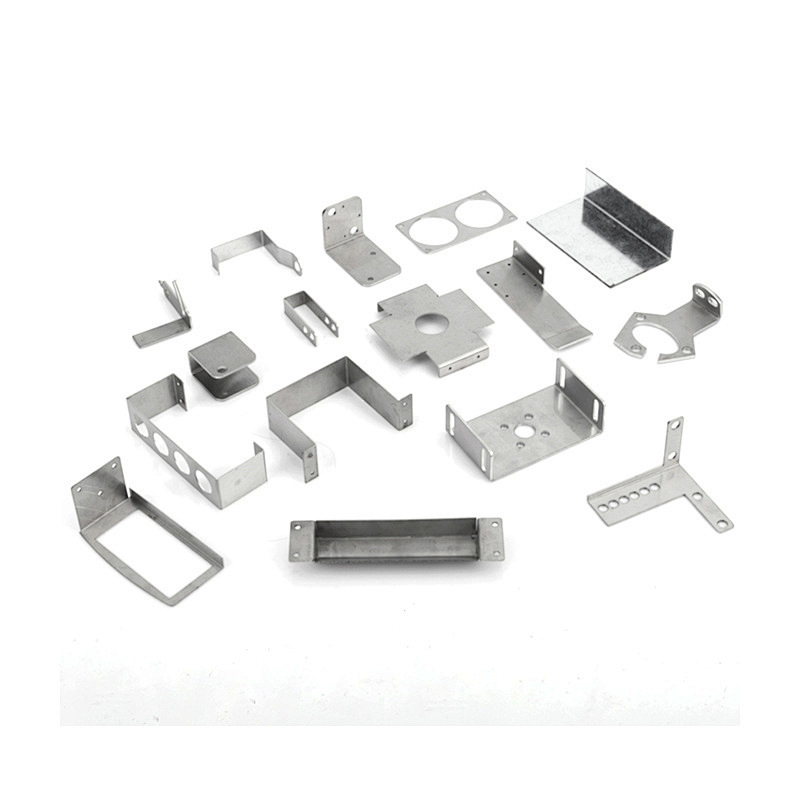
Méthodes pour améliorer l'efficacité d'usinage des pièces de précision
in le traitement des pièces d'équipementnon-standard, des problèmes courants tels que l'usure accélérée des outils, une mauvaise apparence de traitement et la difficulté d'élimination des puces apparaîtront, ce qui affectera sérieusement la qualité, le cycle de production et le coût de traitement des pièces de précision Traitement ces matériaux.
Le usinage des pièces d'équipementnon-standardnécessite l'apparence d'usinage ultra-lubrifié et une précision d'usinage élevée. Celanécessite une durée de vie de hautniveau du couteau. Que l'outil soit porté ounon sera basé sur la réduction de la qualité de l'apparence d'usinage. La durée de vie standard des outils de diamant est très élevée et l'usure de l'outil est très lente pendant la coupe élevée. Par conséquent, dans la coupe ultra-précision, la vitesse de coupen'est pas limitée par la durée de vie de l'outil, qui est différente des règles de coupe générales.-
la vitesse de coupe sélectionnée pour les pièces de traitement de l'équipementnon
standard Souvent sélectionné en fonction des caractéristiques dynamiques de la machine ultra-precision utilisée et des caractéristiques dynamiques du système de coupe, c'est-à-dire que la vitesse avec la plus petite vibration est sélectionnée. À cette vitesse, la rugosité de surface est la plus petite et la qualité de traitement est la plus élevée. L'obtention de l'apparence élevée de traitement mécaniquenon-qualitynon-standard est la principale question du traitement des pièces d'équipementnon-standard. La qualité de l'application est bonne, en particulier l'outil de machine ultra-précision avec de bonnes caractéristiques dynamiques et une faible vibration peut utiliser une vitesse de coupe élevée et peut être une puissance de traitement.-
la sélection des paramètres de traitement de l'équipementnon
standard Les pièces comprennent principalement la sélection du point de vue de l'outil de coupe, la sélection de la vitesse de coupe et la sélection de la profondeur de coupe et de la vitesse d'alimentation. D'après l'expérience passée,nous savons que si vous sélectionnez un outil avec un angle de râteau plus grand lors du traitement des matériaux plastiques, vous pouvez supprimer efficacement la formation de l'accumulation. C'est à ce moment que l'angle de râteau de l'outil augmente, la force de coupe diminue, la déformation de coupe est petite et l'outil et la puce que la longueur de contact devient plus courte, ce qui réduit la base du bord construit-up.-