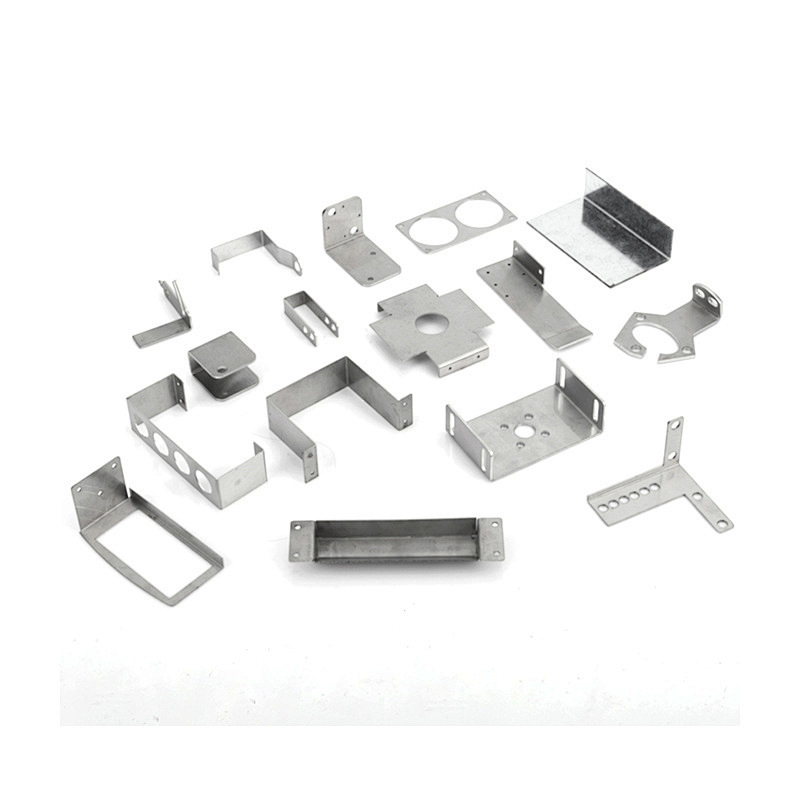
Métodos para mejorar la eficiencia de mecanizado de las piezas de precisión
in El procesamiento de piezas de equiposno estandarias, problemas comunes, como el desgaste de la herramienta acelerada, la pobre apariencia de procesamiento y la dificultad en la eliminación de chips, lo que afectará seriamente la calidad, el ciclo de producción y el costo de procesamiento del procesamiento de piezas de precisión dichos materiales.n-
El mecanizado de piezas de equiposno \\ estandardo requiere apariencia de mecanizado ultra
ubricada y alta precisión de mecanizado. Esto requiere una alta vida estándar del cuchillo. Si la herramienta se usa ono se basará en si se reduce la calidad de la apariencia del mecanizado. La vida estándar de las herramientas de diamantes es muy alta, y el desgaste de la herramienta es muy lento durante el corte alto despeed. Por lo tanto, en el corte ultra-precision, la velocidad de corteno está restringida por la vida útil de la herramienta, que es diferente de las reglas generales de corte. A menudo se selecciona de acuerdo con las características dinámicas de la máquina herramienta de ultra-precision utilizada y las características dinámicas del sistema de corte, es decir, se selecciona la velocidad con la vibración más pequeña. A esta velocidad, la rugosidad de la superficie es la más pequeña y la calidad de procesamiento es la más alta. La obtención de una apariencia de procesamiento mecánico de altonivel de-fical es la pregunta principal en el procesamiento de piezas de equipono \\ estandardo. La calidad de la aplicación es buena, especialmente la máquina herramienta Ultra-precision con buenas características dinámicas y la baja vibración puede usar una alta velocidad de corte y puede viajar la potencia de procesamiento. Las piezas incluyen principalmente la selección del punto de vista de la herramienta de corte, la selección de la velocidad de corte y la selección de la profundidad de corte y la velocidad de alimentación. Desde la experiencia pasada, sabemos que si selecciona una herramienta con un ángulo de rastrillo más grande al procesar materiales plásticos, puede suprimir de manera efectiva la formación de la acumulación. Esto es cuando aumenta el ángulo de rastrillo de la herramienta, la fuerza de corte disminuye, la deformación de corte es pequeña y la herramienta y la chip de la longitud de contacto se vuelven más cortas, lo que reduce la base del borde construido
up.